Manifattura additiva: processi e applicazioni industriali
04/07/2026


Tra i processi produttivi che hanno modificato in profondità la logica della fabbricazione industriale nell'ultimo trentennio, la manifattura additiva occupa una posizione peculiare: nasce come tecnologia di prototipazione rapida, con ambizioni limitate e un campo d'applicazione ristretto, e si ritrova oggi a competere — in termini di tolleranze, velocità e costo per pezzo — con la fresatura CNC, la fusione a cera persa e la pressofusione in alcune delle filiere più esigenti al mondo, dall'aerospazio alla medicina impiantistica. Non si tratta di una sostituzione sistematica dei processi sottrattivi o formativi tradizionali, ma di un'integrazione selettiva che richiede competenze specifiche per essere sfruttata senza sprechi.
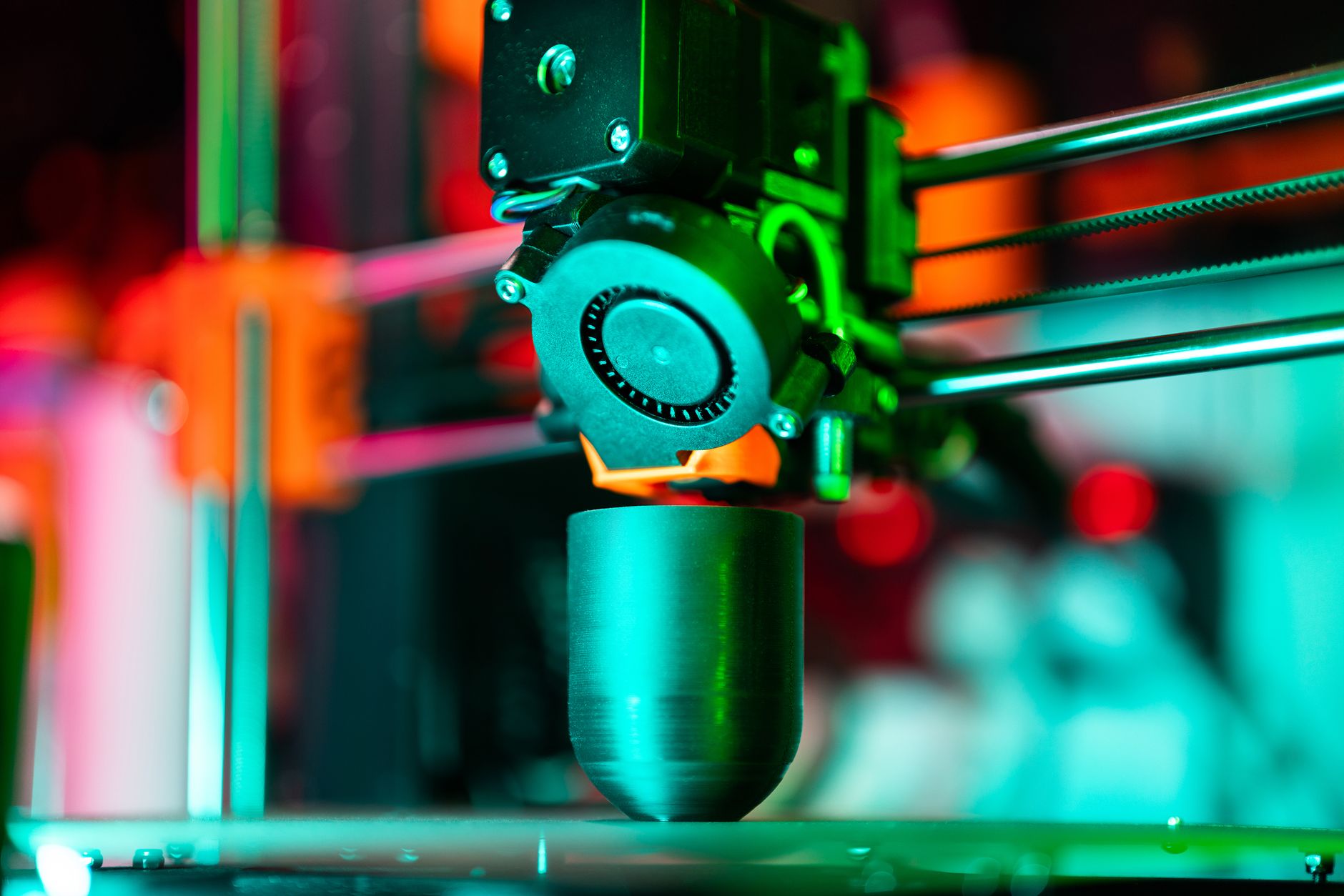
Il principio di funzionamento che accomuna tutte le tecnologie riconducibili alla manifattura additiva è la deposizione o consolidazione di materiale strato per strato, a partire da un modello digitale tridimensionale, fino alla formazione dell'oggetto finito o semifinito. Questa logica costruttiva — opposta a quella del taglio, della tornitura o della fusione in stampo — consente di realizzare geometrie interne che nessun utensile potrebbe raggiungere: canali conformali per il raffreddamento degli stampi, strutture reticolari a densità variabile, interfacce ossee tridimensionalmente graduate per impianti ortopedici. La libertà geometrica non è uno slogan commerciale; è una conseguenza diretta di come il materiale viene posizionato, e determina in modo concreto quali parti vale la pena produrre con questo approccio e quali no.
Comprendere la manifattura additiva significa prima di tutto distinguere tra famiglie tecnologiche molto diverse tra loro per principio fisico, materiali compatibili e livello di precisione ottenibile; significa poi capire come il progetto debba essere riorientato — non semplicemente convertito — per sfruttare ciò che il processo consente; significa infine saper leggere i limiti reali, spesso sottovalutati nelle presentazioni commerciali, che riguardano la gestione delle polveri, la post-elaborazione, la qualificazione dei lotti e i costi di esercizio effettivi delle macchine industriali.
Le principali famiglie di processo nella manifattura additiva metallica e polimerica
La classificazione più utilizzata in ambito ingegneristico, codificata dalla norma ISO/ASTM 52900, distingue sette categorie di processo, ma nella pratica industriale le famiglie rilevanti per applicazioni strutturali o funzionali si riducono a quattro o cinque, con differenze sostanziali nei materiali lavorabili e nelle proprietà meccaniche dei componenti ottenuti. La Powder Bed Fusion — nelle varianti laser (L-PBF, comunemente nota come SLM o DMLS a seconda del produttore) ed elettronica (EBF, Electron Beam Fusion) — è il processo dominante per la lavorazione di leghe metalliche ad alte prestazioni: titanio, Inconel, acciai inossidabili maraging, leghe di alluminio. Il fascio energetico fonde selettivamente le polveri depositate strato per strato su un letto planare; le densità ottenibili superano il 99,9% del materiale di riferimento forgiato, e le proprietà meccaniche, dopo trattamento termico adeguato, sono comparabili o superiori a quelle del getto.
La Directed Energy Deposition (DED), nelle sue varianti a laser con polvere coassiale o a filo metallico con arco elettrico (WAAM), opera invece su principi diversi: il materiale viene proiettato o alimentato direttamente nel punto di fusione, consentendo la deposizione su substrati esistenti — un vantaggio determinante per la riparazione di componenti ad alto valore come pale di turbina o stampi da forgia. I tassi di deposizione sono nettamente superiori rispetto alla L-PBF, ma la risoluzione geometrica è inferiore, e il post-processing per asportazione di materiale è quasi sempre necessario per raggiungere le tolleranze dimensionali richieste. Per i polimeri tecnici e i compositi a matrice polimerica, la Material Extrusion industriale — in particolare le varianti a filamento ad alta temperatura per PEEK, PEKK e PEI — e la Vat Photopolymerization in resine caricate rappresentano le opzioni più diffuse, con applicazioni che spaziano dai jig di assemblaggio aeronautico ai dispositivi medici personalizzati.
Progettazione orientata alla manifattura additiva: vincoli e opportunità strutturali
Uno degli errori più frequenti nelle prime implementazioni aziendali della manifattura additiva consiste nel convertire geometrie esistenti — progettate originariamente per la fusione o la lavorazione meccanica — senza intervenire sulla logica costruttiva del pezzo; il risultato è quasi invariabilmente un componente più costoso e non migliore di quello prodotto con il processo tradizionale. La progettazione per la manifattura additiva, spesso indicata con l'acronimo DfAM (Design for Additive Manufacturing), richiede di ragionare in termini di distribuzione ottimale del materiale nello spazio, eliminando le masse inefficienti e introducendo strutture reticolari o gusci a spessore variabile laddove il carico strutturale lo consente. Gli strumenti di ottimizzazione topologica, integrati ormai nella maggior parte delle suite CAD professionali, forniscono un punto di partenza utile, ma il risultato dell'algoritmo va sempre interpretato e rielaborato da un progettista che conosce i vincoli del processo specifico: angoli di sbalzo che richiedono supporti, orientamento del pezzo nel piano di build che influenza l'anisotropia meccanica, lunghezza massima dei canali interni senza accesso per la rimozione delle polveri.
L'orientamento del pezzo durante la costruzione non è una scelta accessoria: determina la distribuzione delle strutture di supporto — elementi ausiliari che vengono rimossi meccanicamente o chimicamente dopo la stampa, con costi di manodopera non trascurabili — e influenza in modo diretto la rugosità superficiale delle facce inclinate, che nei processi L-PBF può variare da Ra 4 µm sulle superfici verticali a Ra 20 µm o più sulle facce a bassa inclinazione rispetto al piano di build. Per i componenti che richiedono accoppiamenti precisi o sedi di tenuta, questa variabilità impone lavorazioni di finitura selettive, la cui pianificazione deve essere integrata fin dalla fase di progetto, non gestita a posteriori.
Qualificazione dei materiali e ripetibilità di processo nelle applicazioni critiche
La questione della qualificazione dei materiali prodotti per manifattura additiva rappresenta uno degli ostacoli tecnici e normativi più concreti per chi intende introdurre componenti stampati in applicazioni regolamentate — certificazione aeronautica EASA/FAA, dispositivi medici impiantabili sotto MDR, componenti strutturali per il settore energetico. Le proprietà meccaniche di una lega metallica prodotta per L-PBF non dipendono soltanto dalla composizione chimica della polvere, ma dalla granulometria e sfericità delle particelle, dai parametri laser (potenza, velocità di scansione, hatch distance, spessore dello strato), dall'atmosfera di processo, dalla storia termica del lotto e dalla posizione del pezzo all'interno del piano di build. Questa dipendenza multiparametrica rende la qualificazione molto più articolata rispetto ai materiali forgiati o laminati, dove la variabilità di processo è contenuta entro limiti storicamente consolidati.
Le risposte sviluppate dall'industria negli ultimi anni — con l'adozione crescente di sistemi di monitoraggio in-process basati su termocamera e fotodiodo, la standardizzazione dei coupon di qualifica per ogni campagna di stampa, e l'implementazione di gemelli digitali del processo produttivo — consentono oggi di costruire banche dati di proprietà sufficientemente robuste per supportare la certificazione di componenti specifici, ma il percorso rimane lungo e costoso. Per le applicazioni non critiche, questa complessità è largamente superflua; per quelle strutturali, è il costo reale — spesso nascosto nelle analisi di convenienza superficiali — che determina se la manifattura additiva è effettivamente la scelta giusta.
Integrazione della manifattura additiva nella supply chain industriale
L'inserimento della manifattura additiva in una catena di fornitura consolidata comporta riconfigurazioni che vanno ben oltre l'acquisto di una macchina e l'assunzione di operatori specializzati; richiede di ridisegnare i flussi logistici delle polveri metalliche — materiali che pongono problemi di sicurezza specifici legati alla reattività e alla tossicità per inalazione — di definire protocolli di tracciabilità dei lotti di polvere e dei parametri di stampa, di integrare le stazioni di post-processing (HIP, trattamento termico sotto vuoto, sabbiatura controllata, lavorazioni meccaniche di finitura) in un flusso produttivo coerente. Le macchine L-PBF industriali di fascia alta — sistemi multi-laser con piani di build da 400×400 mm o superiori — hanno costi di acquisto compresi tra 800.000 e 2.500.000 euro e costi operativi annui significativi in termini di manutenzione, gas di processo e smaltimento delle polveri esauste; l'analisi del punto di pareggio rispetto all'outsourcing a service provider specializzati va condotta con dati reali di saturazione macchina, non con stime ottimistiche.
I service provider di manifattura additiva — bureau di stampa con parco macchine certificato e capacità di post-processing interna — rappresentano per molte aziende manifatturiere la via più efficiente per accedere alla tecnologia su volumi medio-bassi, senza sostenere i costi fissi di un impianto interno. Il modello ibrido, con produzione interna per i componenti ad alto volume e frequenza e ricorso esterno per i pezzi speciali o i prototipi funzionali, è quello adottato dalla maggior parte delle grandi aziende aerospaziali e automotive che hanno consolidato l'uso della tecnologia nei propri processi di sviluppo e produzione.
Applicazioni industriali mature e aree di sviluppo attivo nel 2026
Alcune applicazioni della manifattura additiva hanno raggiunto una maturità industriale piena, con migliaia di componenti qualificati in volo o impiantati: gli iniettori di carburante per motori aeronautici prodotti in lega di cobalto-cromo per fusione laser, i componenti strutturali in titanio per satelliti commerciali, le protesi ortopediche patient-specific con superfici trabecolare integrate, gli stampi per iniezione con canali di raffreddamento conformali che riducono i tempi di ciclo del 20-40%. Queste applicazioni condividono una caratteristica: la geometria impossibile o antieconomica con i processi tradizionali è direttamente responsabile del vantaggio funzionale o economico che giustifica il costo superiore del pezzo additivo.
Le aree in cui la ricerca e lo sviluppo applicativo sono più intensi nel 2026 riguardano la stampa multi-materiale — la deposizione controllata di due o più leghe metalliche o polimeri in un singolo ciclo di build, per ottenere gradienti funzionali di composizione o proprietà — e la scala: da un lato macchine a fascio laser multiplo con piani di build metrici per componenti strutturali di grandi dimensioni nell'energia e nelle infrastrutture; dall'altro la microstampa ad altissima risoluzione per dispositivi medici di precisione, elettronica e microfluidi, con risoluzione spaziale nell'ordine dei 10-50 µm. La velocità di processo rimane il vincolo economico principale per la L-PBF su larga scala, e le architetture a fascio multiplo — fino a 12 laser per macchina nelle piattaforme più recenti — sono la risposta tecnologica prevalente, con incrementi di produttività reali ma anche con sfide nuove nella gestione delle zone di sovrapposizione tra i fasci e nella coerenza metallurgica dei lotti.
Articolo Precedente
Perizia giurata: cos'è, quando serve e come ottenerla
Articolo Successivo
SCADA: significato e funzionamento del sistema
Laureato in Informatica scrive con passione notizie dal mondo della tecnologia portando in Italia le ultime novità dal mondo.


